|
|
|
|
|
|
 |
|
|
Im Jahr 2000 übernahm Roberto Wiederkehr, ein langjähriger Weggefährte und Freund der Brogiolis, käuflich die Schaffhauser Firma und führt diese seither weiter unter dem bekannten Namen des Altmeisters, der weiterhin im Tessin tätig ist. Roberto Wiederkehr seinerseits ist neben seinen Schaffhauser Tätigkeiten auch noch in der Geschäftsleitung des Tessiner Brogioli-Unternehmens. Ganz klar betont er jedoch, dass seine langjährige Crew in Schaffhausen die eigentliche Seele des Betriebes sei und für die hohe Qualität garantiere.
|
|
|
|
|
|
|
|
|
|
|
|
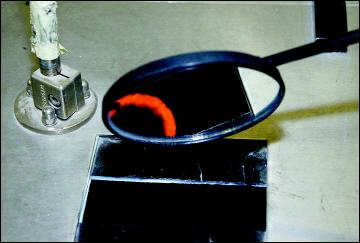
Obschon ursprünglich als Edelmetallgiesserei für Goldschmiede und die Uhrenindustrie errichtet, beschäftigt sich die Firma Brogioli schon über 20 Jahren mit dem Giessen von Messing und verwandten Legierungen für den Modellbau. Die Technologie ist im Grunde genommen dieselbe, wenn auch Edelmetalle nach dem Giessen etwas aufwändigere Verarbeitungen erfordern. Aber die Formherstellung ist dieselbe, oftmals sind die Formen der Modellbahner für die Einformung in Gummi oder Silikon, und anschliessend für das gekonnte Aufschneiden der Formen ebenso kompliziert, wenn nicht noch komplizierter als Schmuckstücke.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Gut zu wissen ist für die Modellbahner, dass bei der Herstellung des Urmodells, diese bei der Einformung in eine Gummiform 150 Grad Celsius ertragen muss. Ist das nicht möglich oder gewünscht, kann eine Silikonform verlangt werden, die übrigens kaum preislich höher zu Buche schlägt. Nur ist das Aufschneiden der Silikonform etwas heikler, eine Arbeit, die langjährige Mitarbeiterinnen in Schaffhausen sorgfältig an die Hand nehmen.
Zu bedenken ist, dass das Urmodell für eine Abformung in Gummi etwa 3 bis 4 Prozent grösser sein sollte, in den neuen Silikon-Formen gibt es fast keinen Schwund mehr, rein rechnerisch liegt er bei 1 Prozent. Gesucht wird auch immer wieder nach neuen Legierungen, die sich für den Modellbau eignen. In letzter Zeit haben sich drei Grundlegierungen herauskristallisiert, die im Modellbau Anwendung finden: Einmal Bronze, eine Legierung mit 88 Prozent Kupfer und 12 Prozent Zinn, dann eine Messinglegierung mit einem Verhältnis von 60 zu 40 und neu eine Legierung in Messing mit dem Verhältnis 67 zu 33. Letztere fliesst in heiklen Formen am besten.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ganz neu sind auch Formgebungen aufgrund von angelieferten Daten für 3-D-Forming möglich, dann entfällt die Herstellung eines Urmodells. Juweliere verwenden für ihre Formen vermehrt auch direkt Wachs, das anschliessend ausgeschmolzen wird, so dass nur noch die Güsse vorhanden sind.
|
|
|
|
|
|
|
|