|
|
|
|
|
|
 |
|
|
|
|
|
Ein gutes Urmodell wird benötigt, um die Silikon- oder Gummiform herzustellen.
|
|
|
Die Silikonform wird dann verwendet, wenn die Urmodelle nicht ausreichend hitzebeständig sind. Das heisst aus Kunststoff, Wachs oder Metall (weich gelötet) und sogar aus Holz.
Schwund von ca. 1% ist einzuberechnen.
|
|
|
|
Die Gummiform kann verwendet werden, wenn das Urmodell über folgende Eigenschaften verfügt:
Hergestellt aus Metall (Verbindungen hartgelötet, geschweisst, genietet oder geschraubt).
Schwund von ca. 3 – 4% ist einzuberechnen.
|
|
|
|
Um ein gutes Gussteil zu erhalten, ist bei der Herstellung des Urmodells folgendes zu beachten:
|
|
|
 |
Wandstärken/Durchmesser: minimal 0.5 - 0.6 mm, maximal 10 mm |
|
|
Aussengewinde sind bedingt giessbar und müssen eventuell nachgeschnitten werden |
|
|
Bohrungen: Durchmesser des Loches muss mindestens der Lochlänge entsprechen. Ist dies nicht möglich, kann die Position der Bohrung mit dem Zentrierbohrer bestimmt werden und das Loch nach dem Giessen gebohrt werden. |
|
|
|
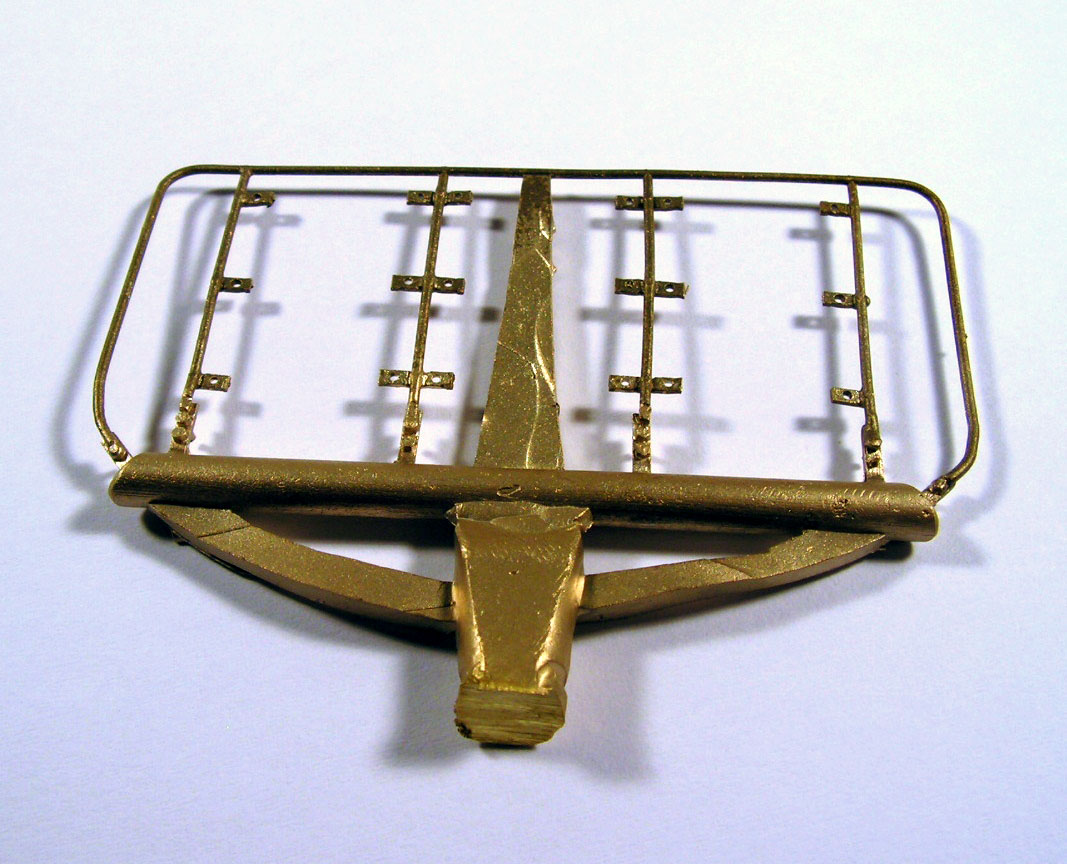
Der Anguss wird für das Einbringen des flüssigen Giessmaterials benötigt und anschliessend entfernt. Grundsätzlich kann der Anguss durch den Hersteller des Urmodells oder durch uns angebracht werden. Wenn immer möglich, soll der Anguss an der dicksten Stelle des Modells positioniert werden.
Wünschen Sie, dass wir den Anguss anbringen, markieren Sie dessen Position auf dem Urmodell (schwarzer Punkt). Erachten wir diese Position des Angusses nicht als optimal, passen wir diese in Absprache mit dem Kunden an.
|
|
|
Wie in den nachfolgenden Fotos ersichtlich ist, sind je nach Urmodell mehrere Angüsse erforderlich. Es können aber auch mehrerer Teile in einem Urmodell zusammengefasst werden.
|
|
|
|
|
|
|
|
|
|
|
|
|
|